不容错过的【霸州】 当地 珩磨管-ST52珩磨管现货供应视频展示!产品特点一目了然,为您的购买决策提供坚实依据。
以下是:霸州【霸州】 当地 珩磨管-ST52珩磨管现货供应的图文介绍
九冶管业有限公司在多年的 缸筒、经营中以快捷、高效和完善的售后服务,赢得了广大用户的赞同。在 缸筒、市场竞争日益激烈的本日,在发挥自身优势的同时,将借鉴成功企业的经验,不断完善自己,合理调整经营策略,力求适应 缸筒、市场。 我们将坚持质量,信誉至上的宗旨,高层次、高质量、高标准服务于社会。依托完善的现代企业管理和质量体系及先进的质量检测手段,为中外新老客户提供超优质的 缸筒、产品和服务!


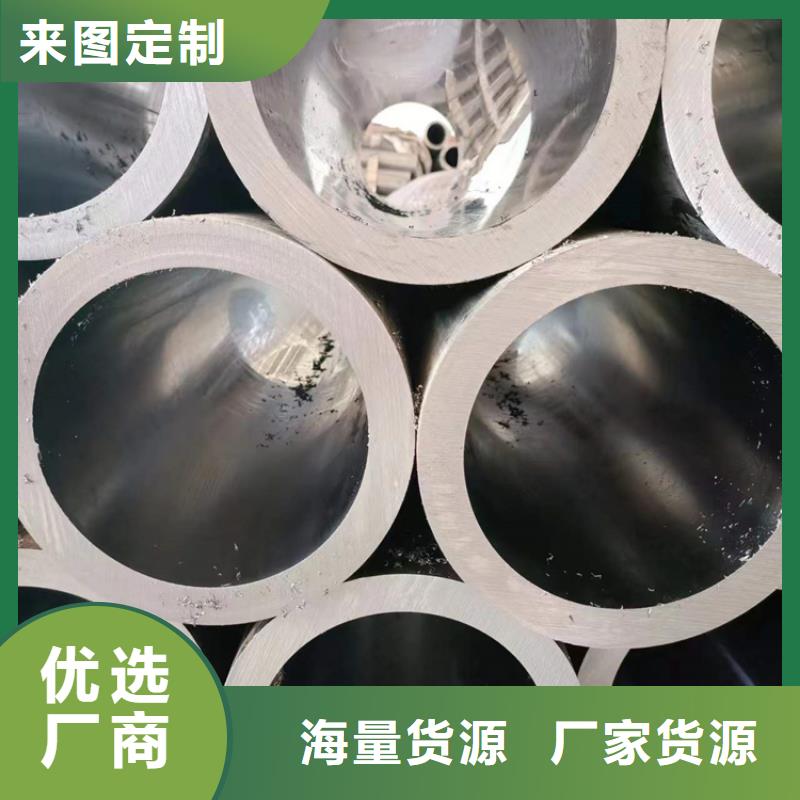
珩磨管的实用性如何。珩磨管的工作其实说简单点就是为了减少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎样工作的,下面我们就简单的来了解一下珩磨管是怎样工作的吧。在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。1.珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。



九冶管业有限公司拥有一支具有十多年 缸筒、研发经验的专业团队,可满足客户的不同要求定制生产性能卓越、品质优良的 缸筒、。
九冶管业有限公司秉承为客户解决“减少人工、降低成本、提高效率、提升品质”为己任,为提高国内 缸筒、的研发水平和广泛应用为使命。



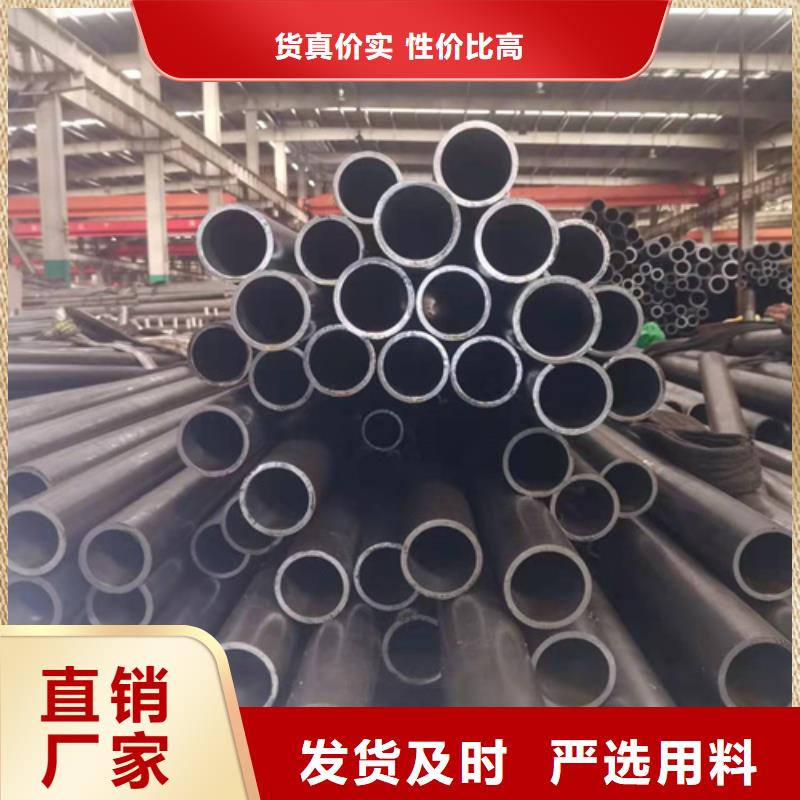
加工精度高,主要是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。了解一下珩磨管的滚压要求及拆卸顺序在拆卸液压油缸之前,应使得液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。拆卸珩磨管时要按顺序进行。由于不同液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用工具,禁止使用扁铲,对于法兰式端盖要用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆很难抽出时,不可强行打出,应先查明原因再进行拆卸。


珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。





 扫一扫
扫一扫